主营无锡及周边地区二手托盘出售、二手托盘回收
咨询热线13584181627

咨询热线13584181627

☞这是金属加工发表的第10977篇文章()
介绍
重型机器人大众娱乐搅拌点焊技术和武器正逐步进入工业化应用阶段。 什么是搅拌摩擦焊技术,应用领域有哪些,搅拌摩擦点焊机器人的发展现状如何? 你想知道的问题,本文有详细介绍。
1个
摩擦搅拌焊概述
大众娱乐搅拌摩擦焊(Stir,FSW)作为一种液相连接技术,于1991年由德国点焊研究所(The,TWI)发明。与传统的熔焊相比,FSW不需要添加电极和保护二氧化碳。 钎焊过程无污染、无粉尘、无辐射,点焊接头残余变形小,点焊效率高,焊接变形小,能耗低。 具有成本低、设备简单、焊接工艺安全等一系列优点。 经过20多年的发展,搅拌摩擦焊已广泛应用于民航航天、轨道交通、船舶等领域。
搅拌摩擦焊的原理如图所示,高速旋转的搅拌头伸入待焊型腔,旋转的搅拌针与被焊材料摩擦使其塑化,轴肩与被焊材料发生摩擦。型腔表面产生热量,用于防止处于塑性状态的材料溢出。 点焊过程中,螺孔应牢固固定在脚背托板上,搅拌头高速旋转边缘的型腔接缝与型腔相对连通,形成熔池在搅拌头的锻造压力下产生,最后焊接型腔的冶金结合。
图1 摩擦搅拌钎焊原理
大众娱乐搅拌摩擦焊广泛适用于各种材料,已成功实现铝、镁等低熔点金属及合金、铜合金、钛合金、钢材、金属基复合材料及异种金属(铝/铜、铝/镁、铝/钢等)点焊。
搅拌摩擦焊在传统技术的基础上有五大创新和发展:双台肩搅拌摩擦焊、静台肩搅拌摩擦焊、搅拌摩擦焊、复合能量场搅拌摩擦焊、搅拌摩擦增材制造。
大众娱乐与传统搅拌摩擦焊相比,双台肩搅拌摩擦焊(,BT-FSW)搅拌头采用上下台肩结构,两台台肩通过搅拌针连接,下台肩代替刚性支撑传统搅拌摩擦焊支撑板的肩部,自支撑型腔,实现空心件的点焊。 钎焊原理如图2所示,上下双轴肩结构增加了点焊过程中接头长度方向的本体温度梯度,减少了接头结构的不均匀性,可以实现全内侧熔透点焊。
大众娱乐图2 双轴肩搅拌摩擦钎焊原理
1. 上轴肩 2. 前进侧 3. 分离线 4. 后侧
大众娱乐5.腔体 6.搅拌针 7.下台肩
大众娱乐静台肩搅拌摩擦焊(Stir,SS-FSW)采用台肩和搅拌销分离设计。 点焊过程中,内部搅拌销处于旋转状态,而外部台肩不旋转,仅沿钎焊方向运动。 在传统的 FSW 中,肩部与被钎焊材料之间的摩擦是主要的发热形式。 相比之下,静台肩搅拌摩擦焊由于内搅拌销旋转而外台肩不旋转,因此对摩擦生热和材料变形具有重要作用。
与常规FSW相比,静台肩搅拌摩擦焊熔池形成良好,表面粗糙度可达到母材水平,可实现转角熔池等非平面结构预制构件的搅拌摩擦钎焊,如图3所示。
图3 静态肩角焊熔池
大众娱乐摩擦搅拌焊接与传统 FSW 的原理相似。 它缺少搅拌针与待焊型腔连接形成熔池的过程。 而是旋转压紧的搅拌头与腔体的接触摩擦形成热量,是充分搅拌后产生的热量。 单焊点。 摩擦搅拌焊可分为两类:传统的在线焊接和填充焊接。
传统的在线搅拌摩擦焊包括三个过程:插入、旋转和拔出。 钎焊完成后,焊点处会留下一个小孔。 其钎焊图如图4所示。
大众娱乐图4 在线搅拌摩擦焊示意图
大众娱乐填充搅拌摩擦焊使用特殊的点焊工具,包括搅拌销、搅拌套和压环。 通过精确控制搅拌头各部分的相对运动,在搅拌针回缩的同时填补点焊过程中搅拌头产生的匙孔缺陷。 钎焊过程包括插入搅拌套、拔出搅拌针、拔出搅拌套并在搅拌针中填充土壤,最终得到表面光滑的焊点。 复合能量场搅拌摩擦焊是指应用附加能量场(感应加热、激光、电弧、超声波等)材料进行钎焊。
大众娱乐搅拌摩擦增材制造的本质是多层材料的焊接和叠加。 其增材工艺类似于 FSW 搭接。 拼接是一个空间重叠的过程,包括垂直于重叠方向的纵向加法和平行于材料长度方向的加法。 搅拌摩擦增材制造过程如图5所示。
大众娱乐图5 摩擦搅拌增材制造工艺
2个
摩擦搅拌焊技术的应用
近年来,我国搅拌摩擦焊技术应用得到长足发展,在民用航空航天、轨道交通、船舶和电力电子等领域取得长足进步。 2005年以来,针对客机结构和材料,国外开展了搅拌摩擦焊基本工艺技术研究,并与国外客机设计院和制造商合作,积极探索搅拌摩擦焊在役和服役中的应用。未来新一代战斗机和大型客机的可行性。 图6为中国搅拌摩擦焊中心研制的搅拌摩擦焊薄壁客机结构件模拟图。

大众娱乐图6 搅拌摩擦焊薄壁客机模拟结构件
基于搅拌摩擦焊在航天铝合金结构产品制造中的优越性和新型航天飞行器的发展需求,中国摩擦焊中心重点开展了航天飞行器鹈鹕火箭机体结构搅拌摩擦焊的研发工作“十一五”期间。 同时,为适应国际航空航天钎焊技术的发展趋势,国外航空航天制造企业也在积极采用搅拌摩擦焊进行航空航天罐体结构钎焊。 图7为中国摩擦搅拌焊中心2004年缸体截面模拟检验通行证钎焊的铝合金油箱。
图7 铝合金燃料储罐截面模拟检验护照
大众娱乐在国外,搅拌摩擦焊作为推进剂储罐的关键制造工艺,正在进行深入的工程应用研究。 搅拌摩擦焊在航空航天领域的应用和推广,可以提高中东航天飞行器和鱼雷产品的性能和生产效率,为国防、载人航天和探月工程做出贡献。
与民航、航天类似,搅拌摩擦焊在轨道交通和船舶上的应用主要是结构件的生产和制备。 如列车车体纵梁、传动箱、船舱、车门、车轮等。图8为轨道列车车体纵梁和客轮纵梁的搅拌摩擦焊工艺。
大众娱乐图8 搅拌摩擦焊加工轨道列车车体纵梁和客轮纵梁
大众娱乐在电力电子方面,搅拌摩擦焊技术主要应用于中空散热片、散热器和传感器。 电力行业采用搅拌摩擦焊所需的风冷散热器如图9所示。
图 9 风冷散热器
3个
机器人摩擦搅拌焊
为了达到搅拌摩擦焊生产和制备各种产品的目的,搅拌摩擦焊设备是至关重要的部分。 搅拌摩擦焊设备主要分为三大类:龙门式搅拌摩擦焊设备、搅拌摩擦焊专机和机器人搅拌摩擦焊设备。
大众娱乐3.1 传统搅拌摩擦焊设备
龙门式搅拌摩擦焊设备具有挠度大、可焊空腔长度大、焊接稳定性强、焊接效率高等技术特点。 龙门式搅拌摩擦焊设备如图10所示。
大众娱乐图10 龙门式搅拌摩擦焊设备
搅拌摩擦焊机是为特定规格、结构或功能而定制的设备。 储油罐专用搅拌摩擦焊机如图11所示。
大众娱乐图11 燃料储罐专用搅拌摩擦焊机
大众娱乐3.2 机器人搅拌摩擦焊设备
传统龙门式搅拌摩擦焊设备只能满足直线或平面二维钎焊要求,不能满足复杂结构件的点焊。 工业机器人具有很高的灵活性,可以实现复杂的轨迹运动,使得复杂结构件的点焊成为可能。 机器人搅拌摩擦钎焊技术可提高人工钎焊程度和生产效率,其技术优势和社会经济效益明显。
机器人搅拌摩擦焊设备以其钎焊适应性强、易于实现空间全位置钎焊、自动化程度高、生产效率高等技术特点,近年来得到越来越多的应用。
大众娱乐机器人搅拌摩擦焊技术及武器已成为当前国际搅拌摩擦焊技术研发的热点,受到国内外钎焊工程技术人员和工业用户的广泛关注。
当前机器人搅拌摩擦焊技术急需解决以下关键技术:
大众娱乐1)适用于搅拌摩擦钎焊的重型工业机器人本体设计与制造技术。 机器人搅拌摩擦焊实现的基本条件是机器人本体的负载能力必须非常高,一般>500kg。 要求。
2)机器人搅拌摩擦焊枪头的设计与制造是机器人搅拌摩擦焊系统集成与功能实现的关键。 机器人搅拌摩擦焊枪头需要集成复杂的测控系统,包括:压力测控系统、温度测控系统、焊缝跟踪系统、三维激光定位系统和钎焊过程冷却润滑系统等。 ; 同时,为了提高灵活性和可接近性,要求尽可能减小钎焊头的体积。
3)机器人搅拌摩擦焊控制模块是保证钎焊过程稳定的重要激励,是机器人搅拌摩擦焊复杂曲面钎焊可靠性的重要保障。 机器人搅拌摩擦钎焊过程控制传感主要包括三维定位、压力、位移、温度、焊缝跟踪等,系统与传感器通过通信模块和总线连接,实时采集分析数据由系统。 通讯模块的输出用于校正点焊轨迹、姿态和工艺参数,最终达到精确控制的目的。
大众娱乐4)通过确定搅拌摩擦焊标准化工艺流程,组织路径规划、标定、过程仿真、过程控制、焊接工艺模块等子系统并有效协同,实现机器人搅拌摩擦焊系统集成,开发适用的机器人用于摩擦搅拌钎焊包。
大众娱乐5)目前工业产品大多具有小批量、多品种的特点,要求生产线具备柔性制造能力。 工业机器人用于搅拌摩擦焊时,必须规划钎焊顺序和作业路径,通过离线编程实现干涉测量和指令生成,并结合实时信息同步调整后续处理之前的制作过程。 为了充分发挥机器人在工业高效人工生产中的优势。
3.3 重型机器人搅拌摩擦焊系统
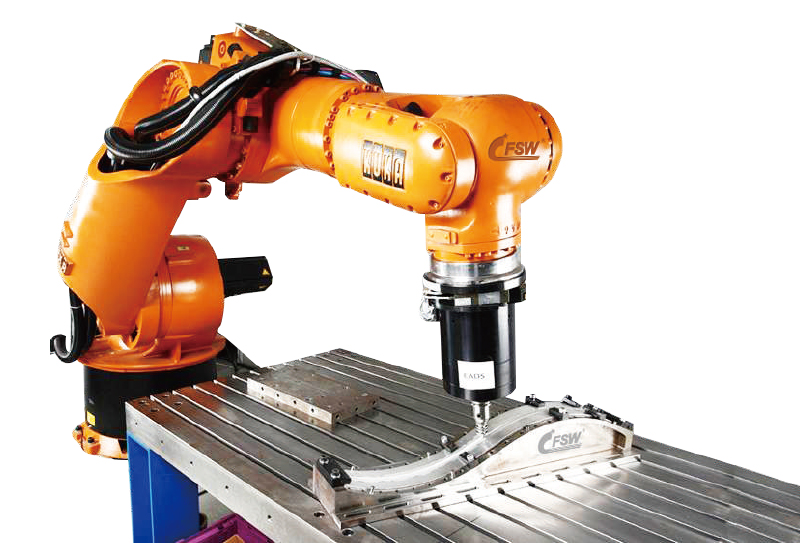
大众娱乐广州市钎焊技术研究院(河北中乌研究院)以载重1吨的库卡工业机器人为基础,集成了具有自主知识产权的重型机器人搅拌摩擦焊系统。 通过机头的设计制造、应用软件系统开发、焊接工艺稳定性研究和点焊工艺研究,实现了产品开发和标准制定的目标,但开发的搅拌摩擦钎焊系统已用于产品测试。 加工生产,成功实现工业化应用。
(1) 机头的设计与制造 机头的设计。 即主轴系统的结构设计。 该系统包括高速电主轴、压力传感器、激光跟踪器、冷却系统、搅拌头和护套、转接板和其他连接附件。 其实际情况如图 12 所示。
图 12 实际主轴系统
大众娱乐注:①为热传感器,②为高速电主轴,③为激光跟踪仪,
④为油冷系统,⑤为搅拌头,⑥为刀鞘。
高速电主轴提供搅拌头的旋转摩擦动力,标称最大怠速6000r/min,扭矩55Nm; 压力传感器对称分布在120°圆上,实时检测钎焊压力,阻值0~20kN。 激光跟踪仪设置在钎焊后端,用于对熔池进行扫描跟踪,检测精度<0.2mm; 冷却系统保证了钎焊过程中的热量输入不会过大,延长了搅拌头和搅拌工具的使用寿命; 搅拌头搅拌摩擦钎焊工具用于熔池形成,可根据不同的钎焊要求定制。
(2) 机器人钎焊工艺研究。 在研究了钎焊过程的稳定性后,对机器人钎焊过程进行了相关研究工作。 主要包括一维常规搅拌摩擦焊、一维静台肩搅拌摩擦焊、一维搅拌摩擦焊和二维搅拌摩擦焊、三维复杂曲面搅拌摩擦钎焊技术研究。
研究内容主要包括:钎焊参数的确定与优化、接头宏观形貌和微观组织的观察、热性能测试分析等。
大众娱乐采用常规搅拌头对4mm厚1561铝合金进行点焊试验。 怠速600~2200r/min,钎焊速度200mm/min,定压恒定7500N。 钎焊过程稳定,压力振动幅度小于8%。 获得了成型良好的熔池,最佳接头伸长率和硬度达到母材的99%,如图13所示。
大众娱乐图13 接头伸长硬度与怠速的关系
大众娱乐采用自主研发的高空转静台肩搅拌摩擦焊专用工具对4mm厚的2219-T6铝合金进行了试验。 怠速为2000~2600r/min,钎焊速度为100mm/min。 通过观察熔池表面形貌和不同位置接头的宏观形貌(见图14和图15)可以看出,静台肩搅拌摩擦焊显着提高了熔池表面质量。
图14 熔池表面形貌
图 15 接头宏观外观
采用恒压恒位模式对(2+2)mm厚6061-T6铝合金进行搅拌摩擦焊试验。 怠速在1000~1500r/min范围内变化,得到良好的焊点形成。 采用恒位移钎焊方式获得的最佳接头拉剪性能为2400N,采用恒压钎焊方式获得的最佳接头拉剪性能提高到4000N。
同时,开发了采用恒压恒位模式的二维搅拌摩擦焊工艺。 在4mm厚的6061-T6铝合金板上,成功实现了二维转角搅拌摩擦焊(见图16)。 试验中发现,采用恒压模式可显着提高钎焊稳定性。
a) 恒定压力 b) 恒定位置
图16 恒压恒位二维角搅拌摩擦焊
大众娱乐通过进一步采用开发的机器人搅拌摩擦钎焊系统,成功实现了复杂曲面的高质量搅拌摩擦钎焊。 型腔模型和熔池形成条件如图 17 所示。
图17 曲面熔池形成
经过大量实验研究,研制的搅拌摩擦钎焊系统成功用于新能源汽车电池托盘、水冷散热器、手机外壳等加工生产,并实现了产业化应用。 其中,对于电池托架托盘热板焊接机托盘热板焊接机,其综合钎焊效率已从龙门式搅拌摩擦焊设备的65PCS/8h提升至91PCS/8h,增幅约40%,还有进一步提升的空间。
4个
结论
1)由于其自身的技术特点,搅拌摩擦焊工艺在有色金属领域具有广阔的应用前景。
2)国产机器人搅拌摩擦钎焊系统完全可以满足应用场景的技术要求,实现稳定的点焊生产。
大众娱乐3)机器人搅拌摩擦钎焊是未来搅拌摩擦焊兵器发展的重要方向。 随着重型机器人的国产化,机器人本体价格将大幅上涨,进而推动机器人搅拌摩擦焊武器的更广泛应用。 控制系统。
大众娱乐本文发表于《金属加工(热加工)》2020年第1期8-12页,作者:谭金红、赵云强、王春贵、董春林、秦家臣,山东钎焊技术研究所(河北中科) -乌克兰研究院),原题:《机器人搅拌摩擦焊应用发展现状》。
咨询电话

 全国服务热线
全国服务热线
 手机二维码
手机二维码